Est 1946
Life Cycle Assessment of Cylinder Head Remanufacturing
Remanufacturing can save up to 75% of the cost of a new replacement component.
The life cycle assessment methodology is applied in relation to a cylinder head remanufacturing process by Cast Iron Welding Service Ltd. extending the life cycle of the cylinder head, setting the basis for this assessment.
The product assessed in this assessment is a re presentative cylinder head equal to the cylinder head, with emphasis on potential environmental impact reduction from implementing the Cast Iron Welding Services remanufacturing procedure prolonging the lifespan of the cylinder head thus avoiding the production of a new cylinder head. In this assessment, the life cycle processes evaluated in this assessment relates to the cylinder head manufacturing, Cast Iron Welding Services remanufacturing, and a theoretical end-of-life disposal.
A “business-as-usual” scenario will be compared to a Cast Iron Welding Services remanufacturing scenario evaluating the environmental impacts from each scenario identifying potential environmental improvements or potential burden shifting. The manufacturing of the cylinder head is primarily based on literature data, data/specification sheets and similar life cycle inventories correlated with provided model and weight specifications. The Cast Iron Welding Services remanufacturing process is solely based on data provided by Cast Iron Welding Services related to specific remanufacturing steps for the cylinder hence establishing all elementary flows for the life cycle inventory from the provided Cast Iron Welding Services data. The end-of-life disposal process is based on theoretical disposal data based on literature, elementary pathways, and previous inhouse experience.




2.1 Goal Definition
The goal definition identifies the reason behind the life cycle assessment addressing the application of the assessment, assumptions made in the assessment, and the possible limitations expected to have an influence on the assessment. Furthermore, the reason for the assessment is identified addressing the decision context, the targeted audience, commissioners, and other influencing factors.
2.1.1 Intended application
The intended application of the life cycle assessment is to quantify the potential environmental impact reduction related to Cast Iron Welding Services remanufacturing process adopted in the life cycle of the cylinder head compared to a business-as-usual scenario, where the cylinder head would reach its end-of-life. In detail, this assessment investigates the environmental impacts related to the extraction of resources, the production of basic materials, manufacturing of the cylinder head, the Cast Iron Welding Services remanufacturing of the cylinder head, and the end-of-life disposal of the cylinder head. This approach allows Cast Iron Welding Services to identify and assess most affected environmental impact categories in each life cycle stage and for each individual process, with an emphasis on carbon footprint, creating an overview of the environmental footprint of the cylinder head, and potential benefits from implementing remanufacturing as a life extending strategy.
The assessment will be performed as a cradle-to-grave analysis to cover the entire life cycle of the cylinder head, with a circular reintroduction of the cylinder head into its first life cycle. The output from this assessment will serve as a quantification and evaluation of each life cycle stage, the impacts from the individual components, and the processes related to cylinder head’s life cycle.
2.1.2 Method assumptions and limitations
The cylinder head life cycle system including the Cast Iron Welding Services remanufacturing process is a decent example on how circular strategies may extend the lifetime of a product that would otherwise be disposed. This life extension may lead to environmental impact reductions throughout the entire life cycle of the cylinder head due to the avoidance of manufacturing a new cylinder head and thus reducing global resource consumption and material processing. According to the data and information provided by Cast Iron Welding Services, the cylinder head life cycle system is a non-complex system with few life cycle stages. A further investigation of cylinder head life cycle systems proved that no mass or energy flows e.g. fuel consumption were allocated directly to the cylinder head life cycle system throughout the engine use stage and that no specific maintenance scenario for the cylinder head was found.
This yields the methodological assumptions of a life cycle product system only incorporating the cylinder head manufacturing, a cylinder head use stage with no elementary flows hence no impact contributions, and the cylinder head end-of-life disposal. Since this assessment is an investigation of the Cast Iron Welding Services remanufacturing process, the assessment investigates the Cast Iron Welding Services process by assessing the life cycle of a specific cylinder head incorporating the manufacturing process as a life cycle stage thus prolonging the lifetime of the cylinder head and thereby substituting the manufacturing of a new cylinder head. The life cycle system considers a business- as-usual cylinder head life cycle scenario with no remanufacturing (scenario 1) and a life cycle scenario incorporating the Cast Iron Welding Services remanufacturing process (scenario 2).
Avoiding manufacturing of a new cylinder reduces global resource consumption
The assumed life cycle approach entails initial methodological limitations. First, the use stage and the end-of-life disposal stage is based on theoretical assumptions thus not representing potential real-life scenarios, but only acts as approximated life cycle stages. Secondly, some maintenance must be expected during the life cycle of cylinder head e.g. changing the inlet valve seat, exhaust valve seat, or some of the other cylinder head components. It is assumed that the environmental impacts related to this kind of maintenance can be neglected due to insignificant contributions to the total life cycle impact contributions.
An assessment-specific limitation is the system boundaries and chosen cut-off rules in the assumed product system. Due to the nature of the cylinder head product system, it is close to an ideal product system in terms of remanufacturing and the accounting of avoided impacts from the avoided cylinder head manufacturing hence the impact reduction from the remanufacturing may seem significantly large for such systems. This is a common discussion point within LCA practises which is why the most theoretically correct LCA approach will be used as the primary approach in this assessment, strictly following the ILCD Framework. The initial life cycle system of the cylinder head is presented in figure 1.
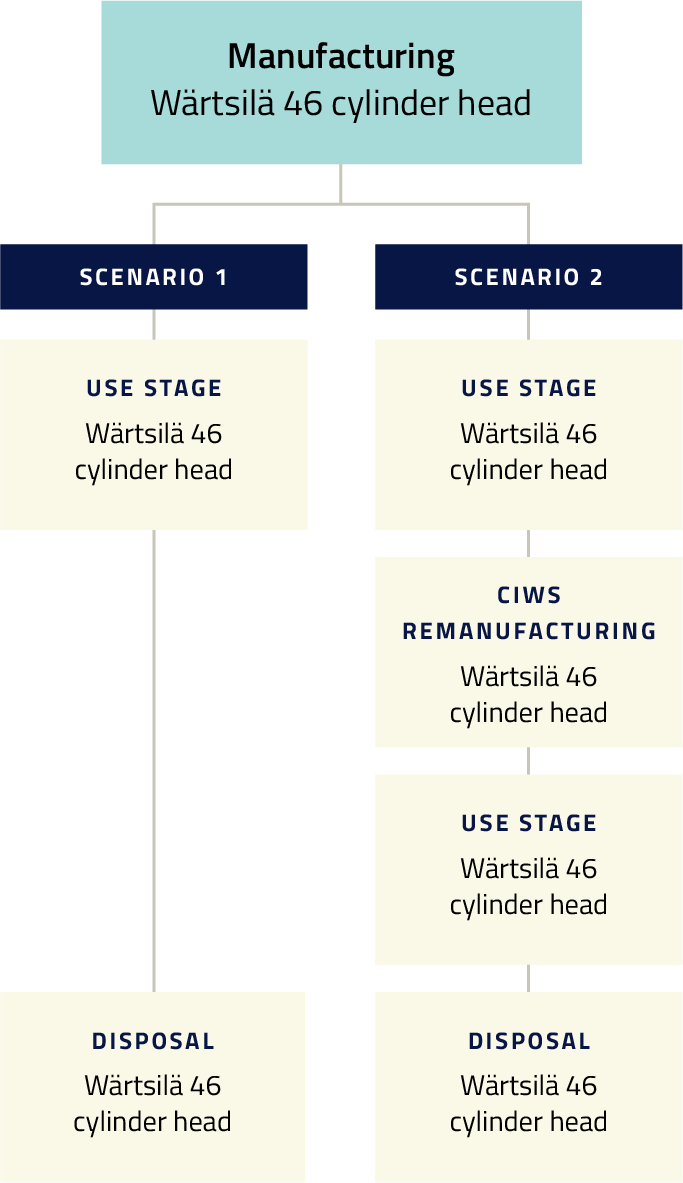
Figure 1 – Initial cylinder head life cycle system including a business-as-usual life cycle scenario (scenario 1) and a Cast Iron Welding Services remanufacturing life cycle scenario (scenario 2).
2.1.3 Reason for assessment and decision context
The assessment contributes to Cast Iron Welding Services’ work towards reaching the United Nations Sustainable Development Goal 12 (UN SDG) on sustainable consumption and production, the UN SDG 13 on combating climate change and impacts, and the UN SDG 17 on partnership for the goals.

Since the assessment is product-specific, it investigates changes to the product system only. Possible impact from foreground system changes initiated by this assessment is identified as exclusively small-scale consequences to the background system not large enough to cause structural changes of installed capacity elsewhere via market mechanisms e.g. changing resource extraction processes or material production processes. Therefore, the chosen decision context is the micro-level decision support: Situation A, following the definition from the ISO and ILCD framework.
2.1.4 Target audience and comparative assessment public disclosure
The assessment output, together with all product and process investigations and calculations, are dedicated solely to Cast Iron Welding Services and to internal development in ReFlow Maritime. No comparison nor comparative assertion across systems, e.g. products, will be performed since the assessment only considers one product and its life cycle. Furthermore, this life cycle assessment is not foreseen to be disclosed to the public thus the report and its findings is provided for internal use by Cast Iron Welding Services.
2.1.5 Commissioner of the assessment and other influential actors
The project was initiated in collaboration between Cast Iron Welding Services and ReFlow Maritime. The key influential factors are identified as the specialists from Cast Iron Welding Services collaborating in the development of the assessment, and the environmental engineer and specialists at ReFlow Maritime.
2.2 Scope Definition
The scope definition identifies the intended deliverables from the assessment addressing the object of assessment, its functions and properties, and its functional unit, derived from these properties with corresponding reference flow. Furthermore, the LCI modelling framework and the system boundaries will be detailed underlining the representativeness of the LCI data setting the foundation for the impact assessment.
2.2.1 Deliverables
This life cycle assessment aim to deliver a thoroughly assessment, analysis and interpretation of environmental impacts related to the remanufacturing of a cylinder head using the CIWS remanufacturing process instead of disposing the cylinder head at its end-of-life. The assessment includes all environmental impacts related to the business- as-usual life cycle scenario and the remanufacturing scenario utilizing cast iron welding. The assessment includes a detailed life cycle inventory (LCI) model of the product lifecycle and scenarios, and life cycle impact assessment (LCIA) results both characterised, normalised, and weighted. Based on the life cycle assessment, this project will deliver calculations on how the CIWS remanufacturing process may minimize environmental impacts from prolonging the life cycle of the cylinder head.

2.2.2 Object of assessment, functional unit, and reference flow
The object of assessment is the Cast Iron Welding Services remanufacturing process including all process steps. To investigate the remanufacturing process, the life cycle of a 1200 kg cylinder head made from cast iron is considered, to evaluate potential impact reductions from life extending the cylinder head through Cast Iron Welding Services remanufacturing. This creates a multilayer assessment with the object of assessment being a part of another products lifecycle. To set the basis for the life cycle inventory analysis and the impact assessment modelling, the functional unit and the reference flow is decided from the function of the cylinder head. The functional unit defines the specific function of the cylinder head which should be fulfilled to correlate to the assessment outcome hence the assessment is applicable to all systems fulfilling the functional unit.
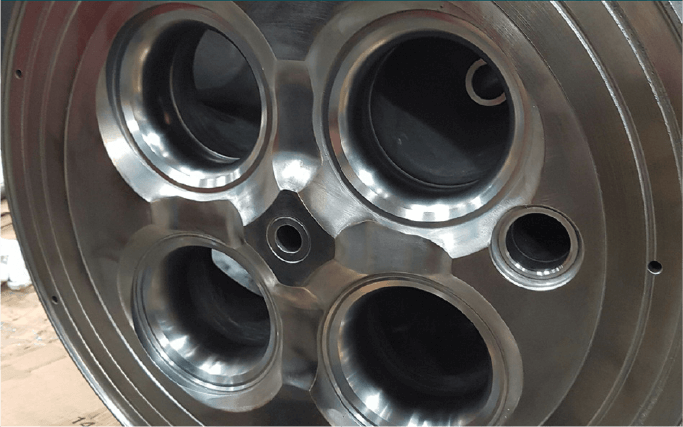
The cylinder head serves as a housing for components such as the intake and exhaust valves, springs and lifters, and the combustion chamber. The cylinder head includes components such as inlet valve seat, exhaust valve seat, O-ring for exhaust valve seat, injector sleeve, valve guide, yoke pin / guide bolt, and plug but exclude valves, springs, and lifters. The cylinder head main function is to allow air and fuel to flow inside the cylinder while permitting the exhaust gas to flow out. Furthermore, the cylinder head channels coolant into the engine block hence cooling the engine components. A proper functioning cylinder head prevents water, coolant, or oil from leaking into the combustion chambers in combination with different types of gaskets. The most common defects on the cylinder head is valve seat replacement, caused by erosion from coolant leaking between the seat and pocket, hence resulting in the cylinder head reaching a point where it is no longer serviceable. On some cylinder heads, the cross bore cooling channels in the flame plate may corrode, eventually damaging the valve seat pockets. These disfunctions may lead to end-of-life disposal if not remanufactured by Cast Iron Welding Services thus fulfilling the desired function of the cylinder head.
Following the ISO Standards and the ILCD Framework, the functional unit for the cylinder head is defined as follows:
“To correctly control air, fuel, and exhaust gas flow to and from cylinder with correct coolant channelling following OEM standards with no water, coolant, or oil leak on a engine, every day for its entire life cycle, at sea”
Based on the functional unit, the reference flow can be estimated, from which the life cycle inventory analysis and impact assessment will be based on. In relation to the life cycle inventory modelling framework and the reference flow input for the life cycle modelling software, the reference flow is defined as 1 kg cylinder head with scaled elementary flows, from which impact calculations will be based on.
2.2.3 Life cycle inventory modelling framework
The life cycle inventory modelling framework is defined by the decision context, which in this assessment is given by decision-context situation A, hence the cylinder head and its life cycle processes e.g. the Cast Iron Welding Services remanufacturing process is investigated using attributional modelling framework.
The framework considers which environmental impacts can be attributed to the cylinder head and the Cast Iron Welding Services remanufacturing process only, meaning that the modelling does not consider the effect on the entire application system of installing the cylinder head onto the engine nor the engine application in a vessel therefor not including any engine or vessel activities. Multi-functional processes will be handled in relation to system expansion when possible, if not allocation will be performed. Background processes will be modelled using average data in accordance with ISO 14044.
2.2.4 System boundaries and completeness requirements
The assessment includes the following cylinder head life cycle stages; resource extraction, material production, sub-component manufacturing, cylinder head manufacturing, stationary use stage, material and sub-component manufacturing for cylinder head remanufacturing, Cast Iron Welding Services remanufacturing, and end-of-life disposal. To create an overview of the product system, a schematic illustration of the system boundaries is provided on the next page in figure 2, illustrating the cylinder head and Cast Iron Welding Services remanufacturing product system, its foreground system, and its background system. The foreground system consists of the processes specific to the cylinder head and Cast Iron Welding Services remanufacturing stage including all main life cycle stages and the potential avoidance of producing a new cylinder head. The background system consists of the upstream material processes and the manufacturing of the cylinder head materials and sub-components, the materials and resources needed for remanufacturing, and disposed cast iron and other components in the end-of-life stage. For all processes, transport e.g. to Great Britain, India and Phillipines, auxiliaries, energy use, infrastructure, and water usage are included in the system boundaries and within their respective processes but are not illustrated in figure 2.
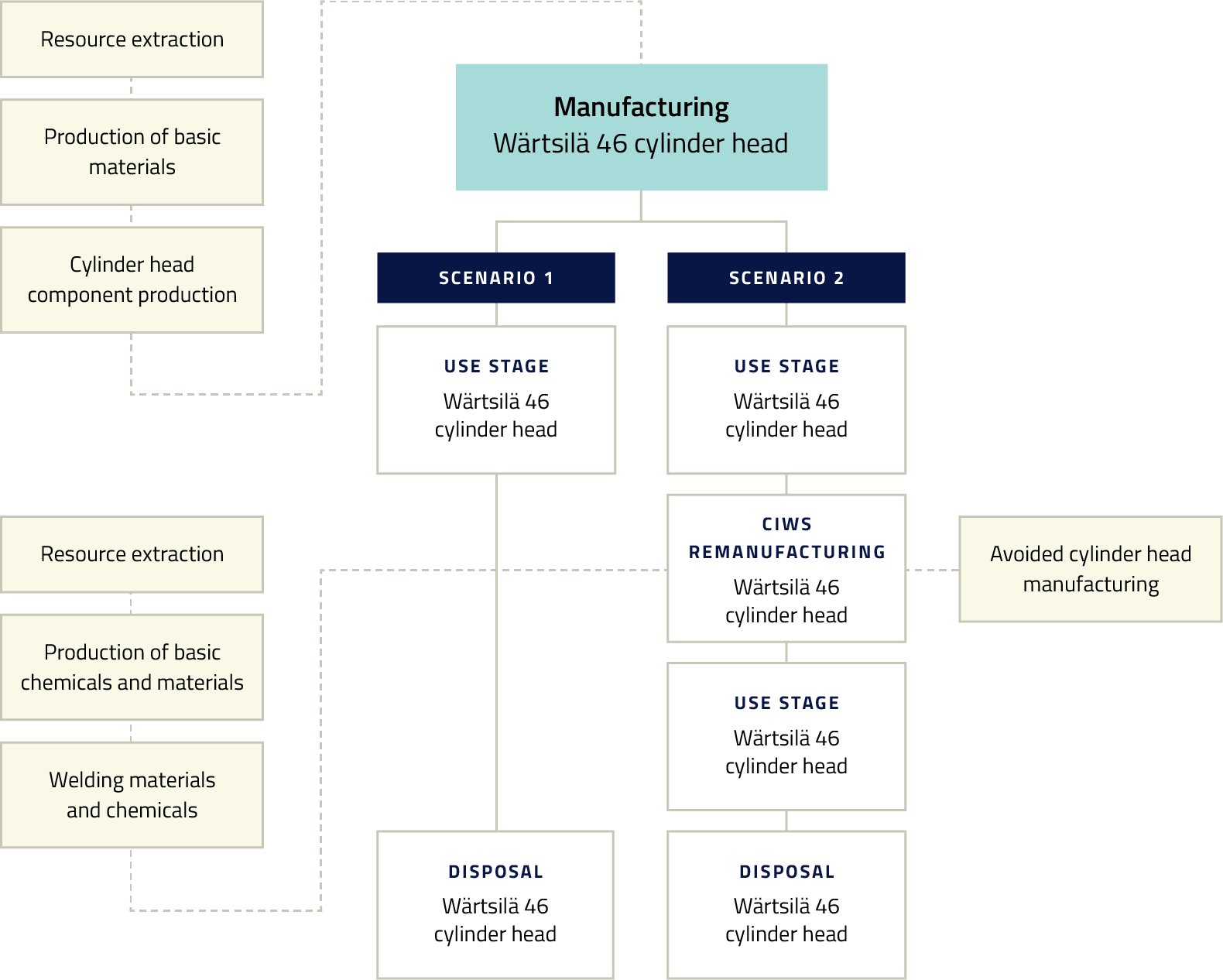
Figure 2 – System boundaries for the cylinder head and Cast Iron Welding Services remanufacturing with foreground system including life cycle stages cylinder head manufacturing, Cast Iron Welding Services remanufacturing, cylinder head use stage, end-of-life cylinder head disposal, and background system including materials and avoided products.
2.3 Representativeness of LCI Data
2.3.1 Geographical, technological, and temporal representativeness
To create the life cycle inventory from the ecoinvent life cycle inventory dataset, the geographical representativeness of each dataset must be considered in relation to its geographical location. Since the geographical location of the resource extraction and material production may be difficult to identify, global datasets are developed in the life cycle inventory database to mitigate such situations. The global datasets are created from a vast amount of industry-specific processes collected through 20 years of development, to create a global average that corresponds to most processes, all gathered in the world’s largest life cycle inventory database named ecoinvent. Global datasets are used for all resource extractions and productions, from mining of metal ore and production of basic chemicals, to electricity use, machinery and auxiliaries for processing, infrastructure specific to the production facilities, mining facilities and other infrastructure, and all transportation related to the background processes of resource extraction, material production, and sub-component manufacturing. The cylinder head is assumed manufactured at a foundry in Italy before transporting it to Germany in Hamburg hence using the Italian electricity grid mix and natural gas supply line. For materials, energy and auxiliaries, factory approximation, and infrastructural considerations the global datasets are used since no Italian datasets exists in ecoinvent for these processes. The cylinder head is assumed remanufactured in Great Britain (GB) at Cast Iron Welding Services’ facility hence choosing the GB electricity grid mix and natural gas supply line. For materials, energy and auxiliaries, factory approximation, and infrastructural considerations the global datasets are used since no GB datasets exists in ecoinvent for these processes. Oxygen, acetylene, and nitrogen follows European datasets since no GB datasets exists in ecoinvent. The transportation in GB is assumed to follow the European datasets whereas the transportation to the Philippines is assumed to follow the global datasets for oceanic freight.
For the use stage, no elementary input or output flow is implemented since the cylinder head was assumed to not require any maintenance or other elementary inputs or outputs. The cylinder head disposal is assumed to happen in India, sending it to a scrap merchant, hence using global datasets for transportation, energy use, processing, infrastructural considerations, waste streams such as cast iron scrap, and potential factory approximations, since no India datasets exists in ecoinvent. For a geographical scope overview, see table below: In relation to technological representativeness, the cylinder head design is not suspected to change significantly in a near future. The cylinder head itself is a basic item made from cast iron and the only potential technological improvement would be cylinder head material improvements to prevent corrosion. As for the temporal representativeness, the cylinder head system and the Cast Iron Welding Services remanufacturing process are assumed to be representative for a long period due to the simplicity of the product system. This concludes that this assessment and potential findings may be representative for the cylinder head and Cast Iron Welding Services remanufacturing if the system is not significantly altered.
Using Global or European datasets instead of country specific datasets is standard practise in life cycle assessments due to large verified data availability for these datasets (ILCD, 2010).
| Impact category | Geographical score | |
|---|---|---|
| Resource extraction, material production, sub-component manufacturing | GLOBAL | Metal ores, chemicals, electricity and heat, transportation, processing, infrastructure, and factory proxy |
| Cylinder head manufacturing | GLOBAL | Materials, processing, infrastructure, and factory proxy |
| ITALY | Electricity, natural gas, and heat | |
| EUROPE | Transport | |
| Cylinder head remanufacturing | GLOBAL | Welding rods, sub-components, oceanic transport, processing, infrastructure, and factory proxy |
| UK | Electricity, natural gas, and heat | |
| EUROPE | Lorry transport, oxygen, acetylene, nitrogen | |
| Cylinder head use stage | AT SEA | Unspecified |
| Cylinder head disposal | GLOBAL | Transportation, energy, processing, infrastructure, waste streams, and factory proxy |
Table 1 – Cylinder head and Cast Iron Welding Services remanufacturing geographical representativeness
Carbon footprint act as the primary indicator in this life cycle impact assessment
2.3.2 Basis for impact assessment
This life cycle assessment is performed using the ILCD 2011 Midpoint+ V1.10 / EC-JRC Global, equal weighting method under the hierarchist scenario, found in the advanced life cycle modelling tool SimaPro. The method is in accordance with the ILCD recommended practice for characterised modelling (Hauschild et al. 2011). Furthermore, normalised, and weighted modelling is chosen for comparative reasons and provided in appendix 1.
The reason for providing normalised results is that characterised results is a quantification of contributions to different impact categories whereas normalised results is an expression of the impact potentials relative to a reference situation e.g. person equivalents. The purpose of normalising the characterised results is to evaluate the magnitude of the modelling outcome by putting the results in perspective to the impact scores, to ensure reasonability. Also, the normalisation serves as a basis for weighing or valuation of the results to support interpretation and communication of the results providing an impact score in millipoints (mPt) if the customer uses eco score systems like Ecoscore99. The characterised, normalised, and weighted result are modelled at midpoint level only, to provide more detailed and less uncertain results than at endpoint level.
At midpoint level, all environmental impacts should always be considered and deemed equally important, although this assessment focus on the impact category Climate change. The ILCD 2011 methodology addresses 16 impact categories for impact assessment with their corresponding characterised unit as shown below:
| Impact category | Unit abbreviation | Unit |
|---|---|---|
| Climate change | kg CO2 eq | Carbon dioxide |
| Ozone depletion | kg CFC-11 eq | Trichlorofluoromethane |
| Human toxicity, non-cancer effects | CTUh | Comparative Toxic Unit for human |
| Human toxicity, cancer effects | CTUh | Comparative Toxic Unit for human |
| Particulate matter | kg PM2.5 eq | Particle matter |
| Ionizing radiation HH | kBq U235 eq | Kilobecquerel uranium-235 |
| Ionizing radiation E (interim) | CTUe | Comparative Toxic Units ecotoxicity |
| Photochemical ozone formation | kg NMVOC eq | Non-methane volatile organic comp. |
| Acidification | molc H+ eq | Moles of charge H+ |
| Terrestrial eutrophication | molc N eq | Moles of charge Nitrogen |
| Freshwater eutrophication | kg P eq | Phosphorus |
| Marine eutrophication | kg N eq | Nitrogen |
| Freshwater ecotoxicity | CTUe | Comparative Toxic Units ecotoxicity |
| Land use | kg C deficit | Carbon from soil organic matter |
| Water resource depletion | m3 water eq | Water |
| Mineral, fossil & ren resource depletion | kg Sb eq | Antimony/stibium |
Table 2 – Basis for impact assessment: midpoint impact categories, unit abbreviations and unit meanings
2.3.3 Requirements for comparative studies and critical review
This life cycle assessment aims at quantifying the environmental impacts and potential impact reductions related to the cylinder head and the Cast Iron Welding Services remanufacturing process hence this assessment does not serve any comparative purposes with e.g. other cylinder head types or other engine components, maritime products or applications. Therefore, according to ISO and ILCD, no special requirements for system comparisons are relevant and no critical review is needed.
2.3.4 Planning of Report Results
In accordance with the three reporting levels addressed by the ILCD guidelines, the results of this assessment are expected to be communicated to the commissioners of the assessment and used by Cast Iron Welding Services only. Since it is neither a comparative assessment across product systems nor a public assessment, no additional precautions in the reporting of the results is to be taken, in accordance with ISO and ILCD.
Get in Touch
Trust Cast Iron Welding Services for all your cast iron welding requirements. Contact us today to discuss your project and benefit from our expertise in restoring and enhancing the performance of your cast iron components.