

Est 1946
Cylinder Head Life Cycle Analysis and Environmental Impact Assessment

Remanufacturing can save up to 75% of the cost of a new replacement component.
This section addresses the modelled life cycle of the cylinder head and the Cast Iron Welding Services remanufacturing process, introducing the total environmental impacts from the two life cycle scenarios business-as-usual and Cast Iron Welding Services remanufacturing scenario, the sensitivity scenarios, the individual life cycle stages, and their impacts. Furthermore, this section aims at interpreting the results to lay the foundation for the life cycle evaluation framework development, and the interpretation. In addition, this section provides insight into some of the essential life cycle stages identifying key impact mechanisms and impact relations for all impact categories. In this impact assessment, the climate change impact score is emphasised and used as a tracer for process performance correlating to the Cast Iron Welding Services scope of assessment. For a full SimaPro life cycle impact assessment modelling result overview, please proceed to Appendix 1.




Life cycle scenarios
The life cycle scenarios are modelled in accordance with the inventory illustrated in figure 3, and the total impact contribution to each impact category is provided in table 3. The life cycle scenario 1: business-as-usual (S1) consists of the life cycle stages of cylinder head manufacturing and the cylinder head end-of-life disposal including transportation, infrastructure, and energy use. The use stage is not included since the use stage has no elementary flows hence no impact contributions. The life cycle scenario 2: Cast Iron Welding Services remanufacturing (S2) consists of the cylinder head manufacturing, the Cast Iron Welding Services remanufacturing process returning the cylinder head to its first life cycle and thereby substituting the manufacturing of a new cylinder head and the cylinder head end-of-life disposal. Once again, the use stage is not included since the use stage has no elementary flows hence no impact contributions. The impacts from each life cycle stage is listed in table 4. The characterised impact results are modelled using the ILCD 2011 Midpoint+ V1.10 with the EC-JCR Global, equal weighing as the normalisation/weighing set, with the chosen reference flow of 1 kg corresponding to that of SimaPro predefined.
| Impact category | Unit | S1:Business-as-usual | S2:CIWS Remanufacturing |
|---|---|---|---|
| Climate change | kg CO2 eq | 6.46E+0 | 6.87E-1 |
| Ozone depletion | kg CFC-11 eq | 5.26E-7 | 1.09E-7 |
| Human toxicity, non-cancer effects | CTUh | 8.12E-6 | 4.36E-7 |
| Human toxicity, cancer effects | CTUh | 3.55E-6 | 8.95E-8 |
| Particulate matter | kg PM2.5 eq | 5.21E-3 | 1.66E-3 |
| Ionizing radiation HH | kBq U235 eq | 5.57E-1 | 1.78E-1 |
| Ionizing radiation E (interim) | CTUe | 1.77E-6 | 7.18E-7 |
| Photochemical ozone formation | kg NMVOC eq | 2.12E-2 | 9.13E-3 |
| Acidification | molc H+ eq | 4.46E-2 | 3.37E-2 |
| Terrestrial eutrophication | molc N eq | 7.38E-2 | 3.02E-2 |
| Freshwater eutrophication | kg P eq | 3.71E-3 | 2.60E-4 |
| Marine eutrophication | kg N eq | 7.22E-3 | 2.68E-3 |
| Freshwater ecotoxicity | CTUe | 6.19E+2 | 3.67E+1 |
| Land use | kg C deficit | 1.27E+1 | 1.81E+0 |
| Water resource depletion | m3 water eq | 3.60E-2 | 1.11E-3 |
| Mineral, fossil & ren resource depletion | kg Sb eq | 2.54E-4 | 5.95E-5 |
Table 3 – Life cycle impact assessment for the business-as-usual life cycle scenario 1 (S1) and the life cycle scenario incorporating the CIWS remanufacturing process (S2)
Assessing Carbon Footprint: Business-as-Usual vs. Cast Iron Welding Services Remanufacturing
Considering the business-as-usual life cycle scenario representing the “snapshot” of a regular cylinder head life cycle with no interference of its system, the total life cycle carbon footprint is calculated to 6.46 kg CO2 eq./kg cylinder head or 7,752.00 kg CO2 eq./cylinder head calculated from a 1200 kg total cylinder weight. Implementing a circular remanufacturing scenario as the Cast Iron Welding Services remanufacturing process, the total life cycle carbon footprint is calculated to 0.687 kg CO2 eq./kg cylinder head or 824.4 kg CO2 eq./cylinder head calculated from a 1200 kg total cylinder head weight. The Cast Iron Welding Services remanufacturing process yields an 89.37% carbon footprint reduction due to the reintegration of the cylinder head into its first life cycle substituting the manufacturing of a new cylinder head. To investigate each life cycle stage and the Cast Iron Welding Services process reduction potential, each life cycle stage impact contributions are listed below in table 4.
| Impact category | Unit | 1. Cylinder headmanufacturing | 2. CIWSreman. process | 3. Cylinderhead disposal |
|---|---|---|---|---|
| Climate change | kg CO2 eq | 6.34E+0 | -5.77E+0 | 1.17E-1 |
| Ozone depletion | kg CFC-11 eq | 5.07E-7 | -4.17E-7 | 1.90E-8 |
| Human toxicity, non-cancer effects | CTUh | 8.10E-6 | -7.68E-6 | 1.17E-8 |
| Human toxicity, cancer effects | CTUh | 3.55E-6 | -3.46E-6 | 3.89E-9 |
| Particulate matter | kg PM2.5 eq | 5.08E-3 | -3.55E-3 | 1.25E-4 |
| Ionizing radiation HH | kBq U235 eq | 5.50E-1 | -3.79E-1 | 7.27E-3 |
| Ionizing radiation E (interim) | CTUe | 1.72E-6 | -1.05E-6 | 4.77E-8 |
| Photochemical ozone formation | kg NMVOC eq | 1.89E-2 | -1.20E-2 | 2.24E-3 |
| Acidification | molc H+ eq | 4.14E-2 | -1.09E-2 | 3.15E-3 |
| Terrestrial eutrophication | molc N eq | 6.52E-2 | -4.36E-2 | 8.61E-3 |
| Freshwater eutrophication | kg P eq | 3.70E-3 | -3.45E-3 | 6.36E-6 |
| Marine eutrophication | kg N eq | 6.45E-3 | -4.55E-3 | 7.76E-4 |
| Freshwater ecotoxicity | CTUe | 6.18E+2 | -5.82E+2 | 5.73E-1 |
| Land use | kg C deficit | 1.24E+1 | -1.09E+1 | 3.29E-1 |
| Water resource depletion | m3 water eq | 3.60E-2 | -3.49E-2 | 4.62E-5 |
| Mineral, fossil & ren resource depletion | kg Sb eq | 2.52E-4 | -1.95E-4 | 1.63E-6 |
Table 4 – Life cycle impact assessment for the individual life cycle stages of the business-as-usual life cycle scenario and the life cycle scenario incorporating the Cast Iron Welding Services remanufacturing process
89.37%
The potential carbon footprint reduction from Cast Iron Welding Services remanufacturing
Cylinder head repairs ship birds-eye view stern Investigating the cylinder head manufacturing stage, the total life cycle carbon footprint is calculated to 6.34 kg CO2 eq./kg cylinder head or 7,601 kg CO2 eq./cylinder head calculated from a 1200 kg total cylinder head weight. As calculated for the manufacturing stage, the Cast Iron Welding Services remanufacturing process total life cycle carbon footprint is calculated to -6.90 kg CO2 eq./kg rudderstock or -6,924kg CO2 eq./cylinder head once again calculated from a 1200 kg total cylinder weight. For the theoretical cylinder head end-of-life disposal the calculation yields a total life cycle carbon footprint of 0.117 kg CO2 eq./kg cylinder head or 140.4 kg CO2 eq./cylinder head. Taking a closer look and the Cast Iron Welding Services remanufacturing process, a significant carbon footprint reduction is observed, which may relate to the relatively low amount of energy and remanufacturing materials used in the remanufacturing stage compared to the manufacturing of new cast iron and its related supply chain with corresponding indirect emissions. Since the cylinder head product system has few lifecycle stages making it a simple system, changes to the life cycle system may have a potential effect on the modelling outcome e.g. the carbon footprint savings hence creating the need for evaluation of model sensitivity. The end-of-life disposal stage is modelled from theoretical values only thus changes to this life cycle stage may have potential impacts on the modelling outcome and the carbon footprint reduction once again creating the need for evaluation of model sensitivity.
Cylinder head manufacturing: impact factor mechanisms
To evaluate the impact contributions from each cylinder head component, and to evaluate the impact mechanisms from the background system, the manufacturing stage is investigated in relation to the characterised impact results with the total contribution of 7,601 kg CO2 eq. for manufacturing one 1200 kg cylinder head. All components are evaluated in relation to a percentwise impact contribution related to the total impact contribution from the manufacturing stage, illustrated in figure 4 below.
As illustrated in figure 4 in first impact category; climate change (unit: % of total kg CO2 eq.), the most contributing parameter for the cylinder head manufacturing is the orange coloured processing of cast iron activity and the indirect energy, auxiliary activities and infrastructure related to the process, with its percentwise total impact contribution of 35.5%. The second most impact contributing parameter is the light green coloured cast iron material data inventory (impacts related to the material and its supply chain) with a percentwise total impact contribution of 29.5%. The third and fourth most impact contributing parameters are the dark pink coloured electricity usage for the final machining of the cylinder with a percentwise total impact contribution of 15.4% and the dark green coloured cylinder head manufacturing direct emissions and waste flows with a percentwise total impact contribution of 10.6% The last significant contribution comes from the grey coloured electricity use for the cast iron furnace contributing with 6.62% of the total impact contribution. For the remaining parameters, the total impact contribution lies below 1% hence not included in this section. For full SimaPro life cycle impact assessment modelling result overview, please proceed to appendix 1, including impact pathway mechanisms.
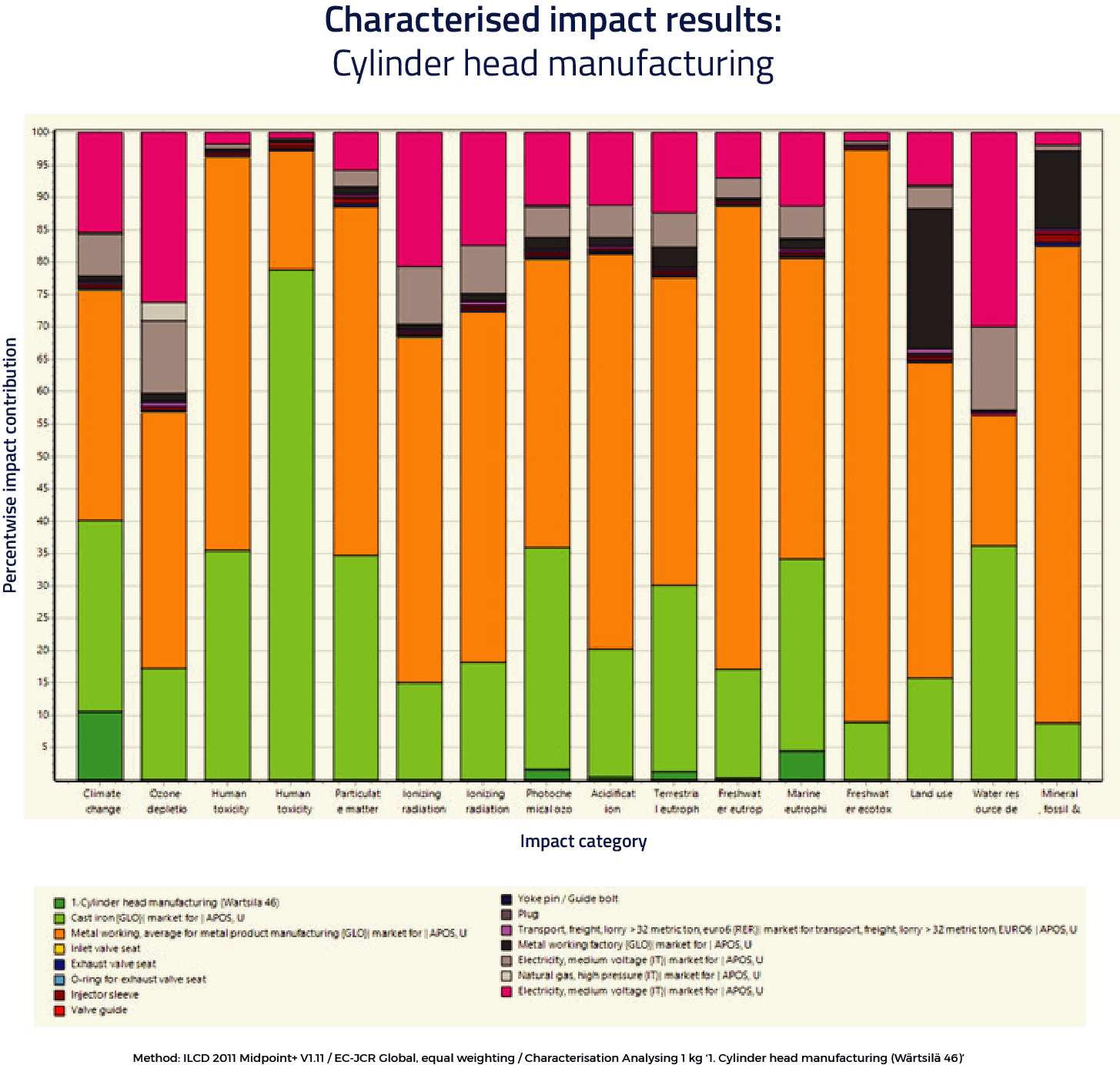
Figure 4 – Characterised impact results for the manufacturing stage with percentwise contributions
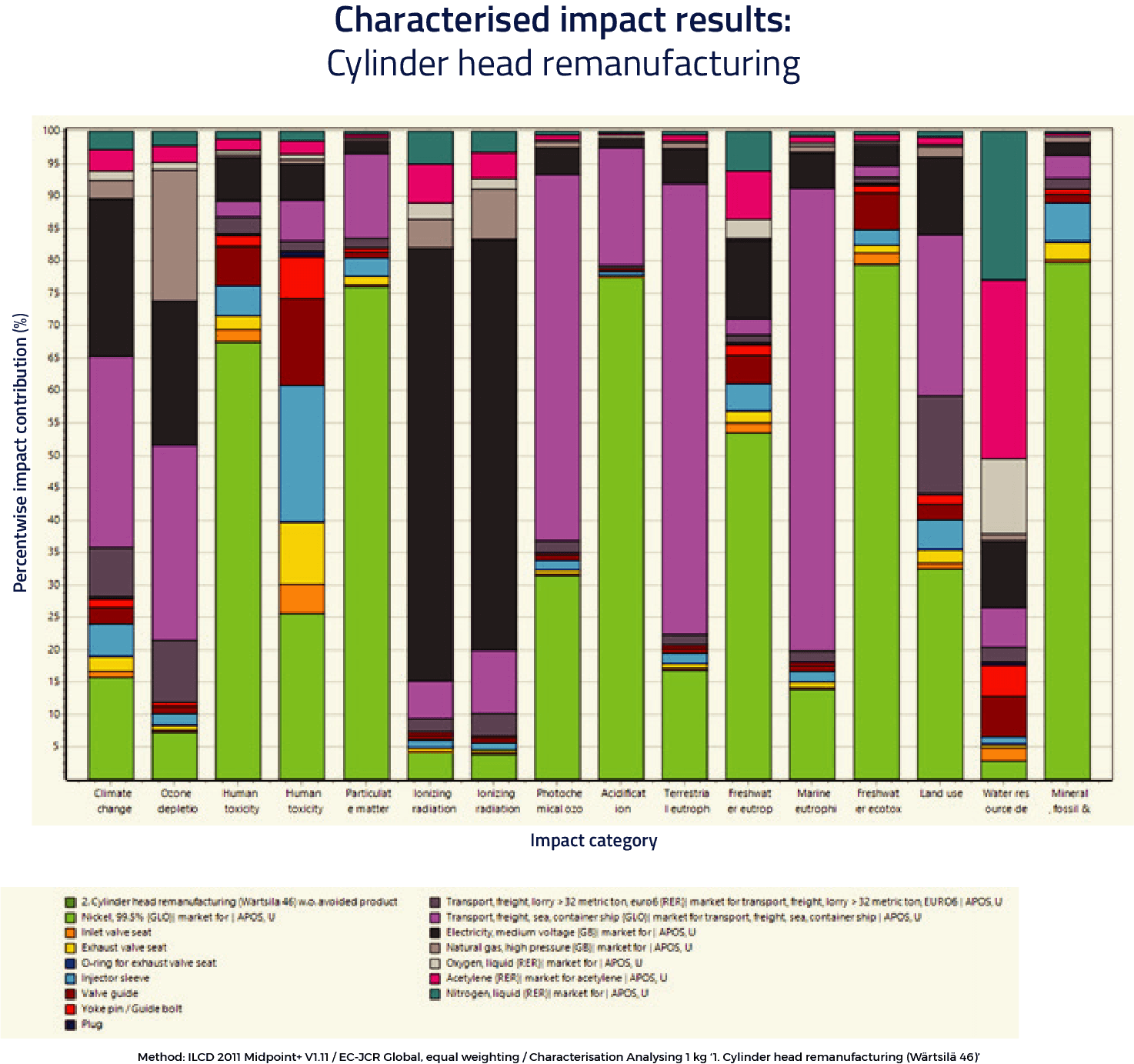
Figure 5 – Characterised impact results for the CIWS remanufacturing stage with percentwise contributions
As illustrated in figure 5 in first impact category; climate change (unit: % of total kg CO2 eq.), the most contributing parameter for the cylinder head Cast Iron Welding Services remanufacturing is the purple coloured sea transportation approximation of the remanufactured cylinder head from Cast Iron Welding Services to the Philippines with its percentwise total impact contribution of 29.5%. The second most contributing parameter is the black coloured total electricity consumption in the remanufacturing/ welding process with its percentwise total impact contribution of 24.2%. The third and fourth most contributing parameters are the light green coloured 99.5% nickel welding rods approximation used in the welding process with its percentwise total impact contribution of 15.9% and the dark grey coloured lorry transportation in Great Britain with its percentwise total impact contribution of 7.62%. For the injector valve, acetylene, natural gas, nitrogen, valve guide, exhaust valve, yoke pin / guide bolt, and the oxygen used in the remanufacturing has a percentwise total impact contribution of 5.01%, 3.36%, 2.93%, 2.78%, 2.44%, 2.30%, 1.44%, and 1.41%, respectively. For the remaining parameters, the total impact contribution is deemed insignificant hence not included in this section. For full SimaPro life cycle impact assessment modelling result overview, please proceed to appendix 1, including impact pathway mechanisms.
Cylinder head remanufacturing significantly reduces carbon footprint by avoiding the manufacturing of a new cylinder head
Cylinder head disposal
To evaluate the impact contributions from endof- life processes, the disposal stage is investigated in relation to the characterised impact results with the total contribution of 140.4 kg CO2 eq. per cylinder head disposed. All processes are evaluated in relation to a percentwise impact contribution related to the total impact contribution from the disposal stage, illustrated in figure 6.
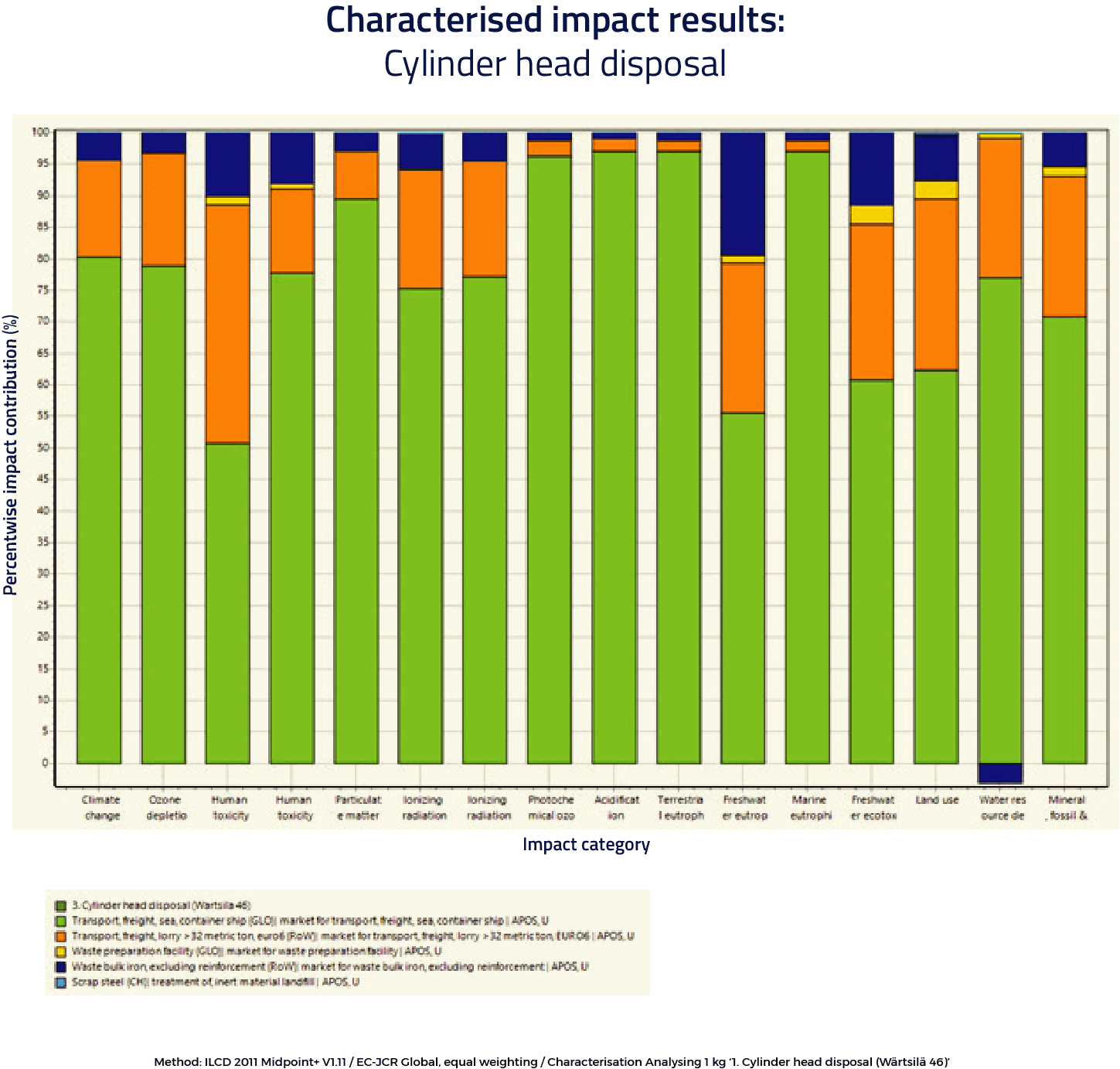
Figure 6 – Characterised impact results for the cylinder head disposal stage with percentwise contributions
The disposal stage was chosen as a rough approximation since no general disposal scenario could be established due to the end-of-life considerations elaborated in the life cycle inventory analysis. Since the cylinder head is transported to a potential scrap merchant in India, the most contributing parameter for the cylinder head disposal is the light green coloured sea transportation approximation of the cylinder head from Cast Iron Welding Services to the scrap merchant with its percentwise total impact contribution of 80.3%. The second most contributing parameter is the estimated lorry transportation approximation with a percentwise total impact contribution of 15.3%. The third most contributing parameter is the waste cast iron and the indirect emissions related to its end-of-life processing with a percentwise total impact contribution of 4.27%. The scrap steel from the subcomponents and the infrastructural approximation for the scrap merchant is deemed insignificant due to minimal impact contributions.
Sensitivity analysis
To test the sensitivity of the life cycle scenario 2 hence evaluating the robustness of the modelling output, the five sensitivity parameter: increased remanufacturing energy consumption, decreased remanufacturing energy consumption, steel welding rods, transportation to Italy instead of the Philippines, and ReCiPe modelling framework, are tested in the model. For the first four parameters, the modelling framework ILCD 2011 Midpoint+ V1.10 with the EC-JCR Global, equal weighing as the normalisation/ weighing set, is used to model the impact assessment for life cycle scenario 2, whereas the ReCiPe 2016 Midpoint (H) V1.1 is used in the fifth parameter analysis. For the increased remanufacturing energy consumption, a 20% theoretical increase in the electricity use is tested and for the decreased remanufacturing energy consumption a 20% electricity consumption reduction is analysed. The welding rod parameters are tested comparing 99.5% nickel rods with the same amount of steel rods for the entire remanufacturing stage. The transportation parameter is evaluated comparing transport by lorry to Europe and the baseline combination of lorry and sea freight to the Philippines. Each tested sensitivity parameter is presented with the baseline relative change which has no change, the relative change of the sensitivity modelling expressed in percentage, and the new impacts for each impact category.
Increased remanufacturing energy consumption
Cylinder head repairs small ship distanceTo test if the modelling outcome is sensitive to changes in the remanufacturing energy consumption, the electricity use in the baseline remanufacturing process is changed to a 20% increase in electricity consumption at medium voltage level for Great Britain electricity grid mix. The 20% increase in electricity consumption is assumed in relation to a theoretical remanufacturing scenario where more energy is needed to remanufacture the cylinder head. Despite changing the energy parameter, all other parameters such as welding rods usage etc. remain unchanged. The sensitivity analysis investigates, whether the model outcome for the baseline scenario is representative for the impact assessment if the life cycle system is altered with the 20% increased electricity consumption hence evaluating the robustness of the modelling outcome and potential need for further investigation if deemed sensitive. In table 5, the relative change is estimated for each impact category for life cycle scenario 2 illustrating the sensitivity analysis.
In table 5, the baseline scenario relative change (Baseline RC) corresponds to the regular Cast Iron Welding Services life cycle scenario with no parameter change. Changing the remanufacturing electricity consumption yields no parameter changes hence no impact categories proves sensitive to an electricity increase up to 20%. In relation to the climate change impact category and thereby the carbon footprint, no sensitivity in the modelling output was identified, with a relative change of 4.03% hence lower than the sensitivity threshold of 100%. The altered carbon footprint modelling output corresponds to 0.715 kg CO2 eq./kg cylinder head or 850 kg CO2 eq. per cylinder head equal to a 4.08% increase in the total carbon footprint for the altered life cycle system compared to the baseline Cast Iron Welding Services life cycle scenario (scenario 2).
| Impact category | Baseline | SA1 RC | Sensitivity | New impacts | Unit |
|---|---|---|---|---|---|
| Climate change | 0% | 4.03% | No | 7.15E-1 | kg CO2 eq |
| Ozone depletion | 0% | 3.68% | No | 1.13E-7 | kg CFC-11 eq |
| Human toxicity, non-cancer effects | 0% | 1.31% | No | 4.42E-7 | CTUh |
| Human toxicity, cancer effects | 0% | 1.06% | No | 9.05E-8 | CTUh |
| Particulate matter | 0% | 0.38% | No | 1.67E-3 | kg PM2.5 eq |
| Ionizing radiation HH | 0% | 12.82% | No | 2.00E-1 | kBq U235 eq |
| Ionizing radiation E (interim) | 0% | 11.83% | No | 8.02E-7 | CTUe |
| Photochemical ozone formation | 0% | 0.63% | No | 9.18E-3 | kg NMVOC eq |
| Acidification | 0% | 0.30% | No | 3.38E-2 | molc H+ eq |
| Terrestrial eutrophication | 0% | 0.76% | No | 3.05E-2 | molc N eq |
| Freshwater eutrophication | 0% | 2.34% | No | 2.66E-4 | kg P eq |
| Marine eutrophication | 0% | 0.80% | No | 2.70E-3 | kg N eq |
| Freshwater ecotoxicity | 0% | 0.67% | No | 3.69E+1 | CTUe |
| Land use | 0% | 1.94% | No | 1.85E+0 | kg C deficit |
| Water resource depletion | 0% | 1.97% | No | 1.13E-3 | m3 water eq |
| Mineral, fossil & ren resource depletion | 0% | 0.38% | No | 5.98E-5 | kg Sb eq |
Table 5 – Sensitivity analysis (SA) 1: 20% increased remanufacturing energy consumption
Decreased remanufacturing energy consumption
To test again, if the modelling outcome is sensitive to changes in the remanufacturing energy consumption, the electricity use in the baseline remanufacturing process is changed to a 20% decrease in electricity consumption at medium voltage level for Great Britain electricity grid mix. The 20% decrease in electricity consumption is assumed in relation to a theoretical remanufacturing scenario where less energy is needed to remanufacture the cylinder head. Despite changing the energy parameter, all other parameters such as welding rods usage etc. remain unchanged. The sensitivity analysis investigates if the model outcome for the baseline scenario is representative for the impact assessment if the life cycle system is altered with the 20% decreased electricity consumption hence evaluating the robustness of the modelling outcome and potential need for further investigation. In table 6, the relative change is estimated for each impact category for life cycle scenario 2 illustrating the sensitivity analysis.
| Impact category | Baseline | SA2 RC | Sensitivity | New impacts | Unit |
|---|---|---|---|---|---|
| Climate change | 0% | -4.03% | No | 6.59E-1 | kg CO2 eq |
| Ozone depletion | 0% | -3.67% | No | 1.05E-7 | kg CFC-11 eq |
| Human toxicity, non-cancer effects | 0% | -1.31% | No | 4.31E-7 | CTUh |
| Human toxicity, cancer effects | 0% | -1.06% | No | 8.86E-8 | CTUh |
| Particulate matter | 0% | -0.38% | No | 1.66E-3 | kg PM2.5 eq |
| Ionizing radiation HH | 0% | -12.80% | No | 1.55E-1 | kBq U235 eq |
| Ionizing radiation E (interim) | 0% | -11.81% | No | 6.33E-7 | CTUe |
| Photochemical ozone formation | 0% | -0.63% | No | 9.07E-3 | kg NMVOC eq |
| Acidification | 0% | -0.30% | No | 3.36E-2 | molc H+ eq |
| Terrestrial eutrophication | 0% | -0.76% | No | 3.00E-2 | molc N eq |
| Freshwater eutrophication | 0% | -2.33% | No | 2.54E-4 | kg P eq |
| Marine eutrophication | 0% | -0.80% | No | 2.65E-3 | kg N eq |
| Freshwater ecotoxicity | 0% | -0.67% | No | 3.64E+1 | CTUe |
| Land use | 0% | -1.94% | No | 1.78E+0 | kg C deficit |
| Water resource depletion | 0% | -1.97% | No | 1.09E-3 | m3 water eq |
| Mineral, fossil & ren resource depletion | 0% | -0.38% | No | 5.93E-5 | kg Sb eq |
Table 6 – Sensitivity analysis (SA) 2: 20% decreased remanufacturing energy consumption
In table 6, the baseline scenario relative change (Baseline RC) corresponds to the regular Cast Iron Welding Services life cycle scenario with no parameter change. Changing the remanufacturing electricity consumption yields no parameter changes hence no impact categories proves sensitive to a 20% decrease in electricity usage. In relation to the climate change impact category and thereby the carbon footprint, no sensitivity in the modelling output was identified, with a relative change of -4.02% thus higher than the sensitivity threshold of -50%. The altered carbon footprint modelling output corresponds to 0.659 kg CO2 eq./kg cylinder head or 790.8 kg CO2 eq. per cylinder head equal to a 4.08% decrease in the total carbon footprint for the altered life cycle system compared to the baseline Cast Iron Welding Services life cycle scenario.
Steel welding rods for remanufacturing
To test if the modelling outcome is sensitive to changes in the type of welding rods, the 99.5% cast iron nickel welding rods are exchanged for the less expensive steel welding rods, assuming low-alloyed steel rods. Since literature suggest that the typical welding rods used for cast iron welding is either 99.5% nickel welding rods, 50% nickel welding rods, or steel welding rods, the steel welding rods is chosen to test the furthest span of sensitivity. The sensitivity analysis investigates if the model outcome for the baseline scenario is representative for the impact assessment if the life cycle system is altered with the use of other types of welding rods hence evaluating the robustness of the modelling outcome and potential need for further investigation. In table 7, the relative change is estimated for each impact category for life cycle scenario 2 illustrating the sensitivity analysis.
| Impact category | Baseline | SA3 RC | Sensitivity | New impacts | Unit |
|---|---|---|---|---|---|
| Climate change | 0% | -11.49% | No | 6.08E-1 | kg CO2 eq |
| Ozone depletion | 0% | -5.45% | No | 1.03E-7 | kg CFC-11 eq |
| Human toxicity, non-cancer effects | 0% | -62.24% | Yes | 1.65E-7 | CTUh |
| Human toxicity, cancer effects | 0% | -10.15% | No | 8.05E-8 | CTUh |
| Particulate matter | 0% | -69.58% | Yes | 5.06E-3 | kg PM2.5 eq |
| Ionizing radiation HH | 0% | -3.62% | No | 1.71E-1 | kBq U235 eq |
| Ionizing radiation E (interim) | 0% | -3.32% | No | 6.94E-7 | CTUe |
| Photochemical ozone formation | 0% | -23.32% | No | 7.00E-3 | kg NMVOC eq |
| Acidification | 0% | -69.99% | Yes | 1.01E-2 | molc H+ eq |
| Terrestrial eutrophication | 0% | -11.66% | No | 2.67E-2 | molc N eq |
| Freshwater eutrophication | 0% | -49.39% | No | 1.32E-4 | kg P eq |
| Marine eutrophication | 0% | -9.38% | No | 2.42E-3 | kg N eq |
| Freshwater ecotoxicity | 0% | -75.55% | Yes | 8.97E+0 | CTUe |
| Land use | 0% | -25.80% | No | 1.34E+0 | kg C deficit |
| Water resource depletion | 0% | 7.44% | No | 1.19E-3 | m3 water eq |
| Mineral, fossil & ren resource depletion | 0% | -76.57% | Yes | 1.39E-5 | kg Sb eq |
Table 7 – Sensitivity analysis (SA) 3: Steel welding rods for remanufacturing
In table 7, the baseline scenario relative change (Baseline RC) corresponds to the regular Cast Iron Welding Services life cycle scenario with no parameter change. Changing the remanufacturing welding rods from 99.5% nickel rods to low-alloyed steel rods yields potential parameter changes for 5 out of 16 impact categories. For impact categories Human toxicity, non-cancer effects, Particulate matter, Acidification, Freshwater ecotoxicity, and Mineral, fossil & ren resource depletion potential sensitivity is observed with values below the threshold of -50%. Since 5 out of 16 impact categories proved sensitive to the change, the overall model is not deemed sensitive to the change in welding rods, although a decreased burden in some impact categories might occur. In relation to the climate change impact category and thereby the carbon footprint, no sensitivity in the modelling output was identified, with a relative change of -11.49% thus higher than the sensitivity threshold of -50%. The altered carbon footprint modelling output corresponds to 0.608 kg CO2 eq./kg cylinder head or 729.60 kg CO2 eq. per cylinder head equal to a 11.5% decrease in the total carbon footprint for the altered life cycle system compared to the baseline Cast Iron Welding Services life cycle scenario.
European transportation (IT)
To test if the modelling outcome is sensitive to changes in the transportation type and distance, a European transportation scenario is assumed for lorry transportation from Cast Iron Welding Services to Fincantieri shipyard in Italy, one of Europe’s biggest shipyards. Since no sea transport is needed, transportation is done using a >32 t EURO6 lorry as primary mean of transportation. The sensitivity analysis investigates if the model outcome for the baseline scenario is representative for the impact assessment if the life cycle system is altered with the use of other means of transportation hence evaluating the robustness of the modelling outcome and potential need for further investigation. In table 8, the relative change is estimated for each impact category for life cycle scenario 2 illustrating the sensitivity analysis.
| Impact category | Baseline | SA4 RC | Sensitivity | New impacts | Unit |
|---|---|---|---|---|---|
| Climate change | 0% | -9.43% | No | 6.22E-1 | kg CO2 eq |
| Ozone depletion | 0% | -5.99% | No | 1.02E-7 | kg CFC-11 eq |
| Human toxicity, non-cancer effects | 0% | 3.48% | No | 4.52E-7 | CTUh |
| Human toxicity, cancer effects | 0% | -2.86% | No | 8.70E-8 | CTUh |
| Particulate matter | 0% | -8.94% | No | 1.51E-3 | kg PM2.5 eq |
| Ionizing radiation HH | 0% | -0.66% | No | 1.76E-1 | kBq U235 eq |
| Ionizing radiation E (interim) | 0% | -1.80% | No | 7.05E-7 | CTUe |
| Photochemical ozone formation | 0% | -39.13% | No | 5.55E-3 | kg NMVOC eq |
| Acidification | 0% | -15.37% | No | 2.85E-2 | molc H+ eq |
| Terrestrial eutrophication | 0% | -47.10% | No | 1.60E-2 | molc N eq |
| Freshwater eutrophication | 0% | 0.50% | No | 2.62E-4 | kg P eq |
| Marine eutrophication | 0% | -47.85% | No | 1.39E-3 | kg N eq |
| Freshwater ecotoxicity | 0% | 0.54% | No | 3.69E+1 | CTUe |
| Land use | 0% | 9.01% | No | 1.97E+0 | kg C deficit |
| Water resource depletion | 0% | -1.14% | No | 1.10E-3 | m3 water eq |
| Mineral, fossil & ren resource depletion | 0% | 0.05% | No | 5.96E-5 | kg Sb eq |
Table 8 – Sensitivity analysis (SA) 4: European transportation (IT)
In table 8, the baseline scenario relative change (Baseline RC) corresponds to the regular Cast Iron Welding Services life cycle scenario with no parameter change. Changing the transportation scenario yields no parameter changes hence no impact categories proves sensitive to a European lorry transportation scenario. In relation to the climate change impact category and thereby the carbon footprint, no sensitivity in the modelling output was identified, with a relative change of -9.43% thus higher than the sensitivity threshold of -50%. The altered carbon footprint modelling output corresponds to 0.622 kg CO2 eq./ kg cylinder head or 746.4 kg CO2 eq. per cylinder head equal to a 9.5% decrease in the total carbon footprint for the altered life cycle system compared to the baseline Cast Iron Welding Services life cycle scenario.
Life cycle inventory modelling framework
To test if the model would be sensitive to changes in the life cycle inventory modelling framework, another life cycle impact assessment modelling method is chosen to test the robustness and reliability of the model outcome. The tested modelling framework ReCiPe 2016 Midpoint (H) v1.02, one of the global LCI modelling framework, is tested against the European standard life cycle inventory modelling framework ILCD 2011 Midpoint+ v1.10 used in this assessment. Since the two inventory modelling frameworks differs in most impact categories thus not comparable due to unit differences, the climate change impact category is the only impact category assessed in this sensitivity analysis.
| Impact category | Baseline | SA5 RC | Sensitivity | New impacts | Unit |
|---|---|---|---|---|---|
| Climate change | 0% | 1.32%% | No | 6.96E-01 | kg CO2 eq |
Table 9 – Sensitivity analysis (SA) 5: ReCiPe 2016 Midpoint (H) v1.1 vs. ILCD 2011 Midpoint+ v1.10
In table 9, the baseline scenario relative change (Baseline RC) corresponds to the regular life cycle scenario with no parameter change. Changing the life cycle inventory modelling framework for the life cycle impact assessment yields no sensitivity in the model and only affects the climate change impact category with a 1.32% relative change. The altered carbon footprint modelling output thus corresponds to 0.696 kg CO2 eq. per kg cylinder head or 835.2 kg CO2 eq. per cylinder head which yields only insignificant difference from the ReCiPe life cycle inventory modelling and the ILCD modelling framework.

Get in Touch
Trust Cast Iron Welding Services for all your cast iron welding requirements. Contact us today to discuss your project and benefit from our expertise in restoring and enhancing the performance of your cast iron components.













